



The induction heat treatment equipment development & improvement
In the 1950s, induction heat treatment equipment began to be applied at home, and the process was called “high frequency quenching” at that time. This new heat treatment process make use of the coil electromagnetic induction heating for workpiece quickly to reach the quenching temperature, and then quickly cooled, only make the surface layer obtain quenched structure. It has features of fast heating speed, better working conditions, high surface strength and small deformation. and soon it was accepted by the heat treatment workers and develop rapidly.
First, the superiority of induction heat treatment equipment energy-saving.
1. Energy saving in induction heating
Induction heating can heat the workpiece very quickly and improve the phase transition temperature of metal materials (50 ~ 100 ℃) to accelerate the process of austenite transformation. After quenching the surface can get small cryptocrystalline martensite, the surface hardness is2-3HRC higher than the general quenching. Using induction heating for quenching and tempering heat treatment instead of box-type electric furnace quenching and tempering treatment can save 35% to 50%; Using induction heating instead of carburizing and carbonitriding and other surface hardening treatment can save 80% to 95%; Using induction heating instead of heating the whole part in the furnace and quenching can save 40% to 50%.
2.Energy saving in tempering
Using induction heating to transport the heat to the outside of quenching layer and achieve short time tempering by using the remain heat after quenching and cooling, which is high efficient, and in many cases (such as high carbon steel and high carbon high alloy steel ), this can avoid quenching cracking.At the same time, once you can confirm all the process parameters can be mass production, the economic benefits is very significant.
3. Energy saving in induction heat treatment equipment
The electricity consumption of induction heat treatment equipment can be about 20% to 25% of the total electricity consumption in the heat treatment equipment. The heating efficiency of China’s common heat treatment electric furnace is generally less than 55%, box-type furnace quenching is 30% to 40%, high temperature tempering is 40% – 50%. Well gas carburizing furnace carburizing is 7% ~ 15%, well tempering furnace tempering is 40% ~ 60%. Induction heating furnace thermal efficiency: high-frequency furnace for the high-frequency furnace is 44% to 60%, medium frequency furnace is 49%- 69%, SCR static frequency machine is 57% – 78%.

Second, the development of induction heating power
1. Thyristor (SCR) IF power supply
Earlier the induction heating power is mechanical IF generator, low efficiency, which is only 70% to 75% and out of the induction heating range gradually. The replacement is the thyristor IF power supply, also known as SCR frequency power supply. Thyristor power frequency is in the range of 2.5 ~ 8kHz, the scope has been expanded greatly. In 1990, the technology is mature completely. Some technical indicators have reached the international advanced level. Compared with the mechanical IF, the advantage is small size, light weight; no mechanical movement, small noise; can instantaneous start and stop; frequency can be adaptable as per workpiece. The disadvantage is the low overload capacity, high failure rate and higher prices
2. Tube high frequency power supply
Tube high-frequency power supply tuning is simple, easy to use. Alougth the frequency is high, the scope of application is still wide. Shortcomings is low efficiency, about 50%; working voltage is too high and poor security.
3. Transistor UHF and high frequency power supply
In 1990, the transistor high-frequency power supply (SIT high-frequency power supply, MOSFET high-frequency power supply, IGBT audio power, etc.) began research and development.
MOSFET (field effect transistor circuit) is a device of voltage-type high-frequency majority carrier, the domestic transistor MOSFET high-frequency power supply f = 50 ~ 200kHz has been able to produce, power up to 200 kW
IGBT (Insulated Gate Bipolar Transistor) is the combination of MOSFET and GTR (power transistor),which has high input impedance of MOSFET and GTR low conduction voltage drop. IGBT super audio power successfully developed in 1990 in China. The current domestic IGBT power supply is very mature, the frequency can be hundreds of kilohertz.

Third, the development of induction heat treatment new process and new technology
1. Typical parts induction heat treatment process development
(1) crankshaft- crankshaft heat treatment strengthening technology, from nitriding to induction hardening. The surface quenching inductor changed from split crank journal inductor to half ring inductor rotation quenching, which solve the oil hole quenching and fillet hardened area narrow problem.
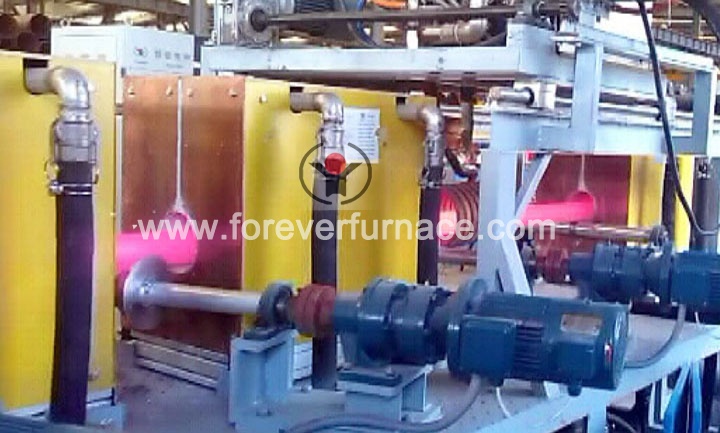
(2) Pipe weld seam annealing process-This process mainly eliminates welding residual stress and improves the structure, so that the weld and its heat affected zone have the same organizational structure, toughness and strength properties can keep the same as the pipe body. In China, a number of enterprises are engaged in this industry, the vast majority of all equipment is the domestic technology. This process has been widely used in oil pipeline, large diameter steel pipe, stainless steel pipe seam on-line annealing and other high-quality steel pipe manufacturing and other industries.
Fourth, the technology progress of induction heat treatment equipment
Quenching machine is an important application for induction heat treatment equipment. Over the past decade, large-scale auto companies and large-scale automobile factory continue to purchase reliable performance, advanced technology quenching machine, which bring an important opportunity to improve the technology of domestic induction heat treatment equipment enterprises.
(1) transmission system can use servo motor, ball screw and other mechanical devices, so that the working stroke speed is stable and reliable, positioning accuracy, the general tolerance is no more than 0.03mm.
(2) Using CNC system control programming and easy to operate, LED touch screen can display and monitor all CNC parameters, processing procedures and process parameters, with functions of fault diagnosis and alarm.
(3) Energy monitoring of the induction heating process
Induction heating process control has a lot of difficulties: heat preservation, difficult temperature measurement , most of the temperature is using infrared thermometer, The worker has to judge the workpiece heating process as per operator’s experience. The energy monitor can automatically control the heating process, adjust the parameters to complete the table quenching process.
Welcome to send us email if you have any induction heat treatment questions including bar heat treatment, pipe heat treatment and plate heat treatment.

Overseas manager: Tom Wang
Email:tom@foreverfurnace.com
Phone: 0086-13303078975(whatsapp, wechat,line)
Specialist of induction heating system in China; Glad to be your business partner in induction heating field.
Post time: 11-03-2017